Tormac 15L CNC lathe
- tags CNC Tool Inserts Turning
- Resources
- Tormac Lathe tooling guide
- Lathe Tooling basics
- Sandvick Cutting speed guide
- Hard turning
- Horsepower calculations for turning and facing
- LinuxCNC Lathe user
- Quick change tool post Accusize tools QCTP
- Turning Small diameter
-
Tutorials
- Autodesk tool paths for lathes
- Sandvick How to do turning in different materials Read
- Tom’s Techniques Youtube
- Lathe skills Youtube
- G-made lathe gang tooling, production Youtube
- Three wire thread measuring method
- CAM
- Tooling
- Suppliers
- Notes
- When using carbide tooling you need to have a rigid machine and horsepower to back it. You want to create C shaped chips and not long and stringy chips. The only way to do this with a smaller machine is with a positive tool geometry that minimizes cutting forces.
- The smaller the nose radius the less cutting forces, but its a weaker insert and hard to get good surface finish with it. You want a large nose radius which gives better finish and stronger insert.
- The problem with bigger nose radius is that you need a minimum depth of cut to activate the chip breaker, so you cannot come in with a small finishing pass to clean it up.
- For a 432 insert, 1/2” Inscribed circle, you can go half the IC in radial depth of cut.
- Switching to a smaller IC insert means you can take a smaller DOC. It also saves on the cost of the insert. The closer you are cutting to the insert edge the more efficient it will be. They need a minimum depth of cut to activate the chip breaker.
- Using an insert with a positive geometry means less horsepower required and less cutting forces, but it cannot be flipped over to cut on the other side.
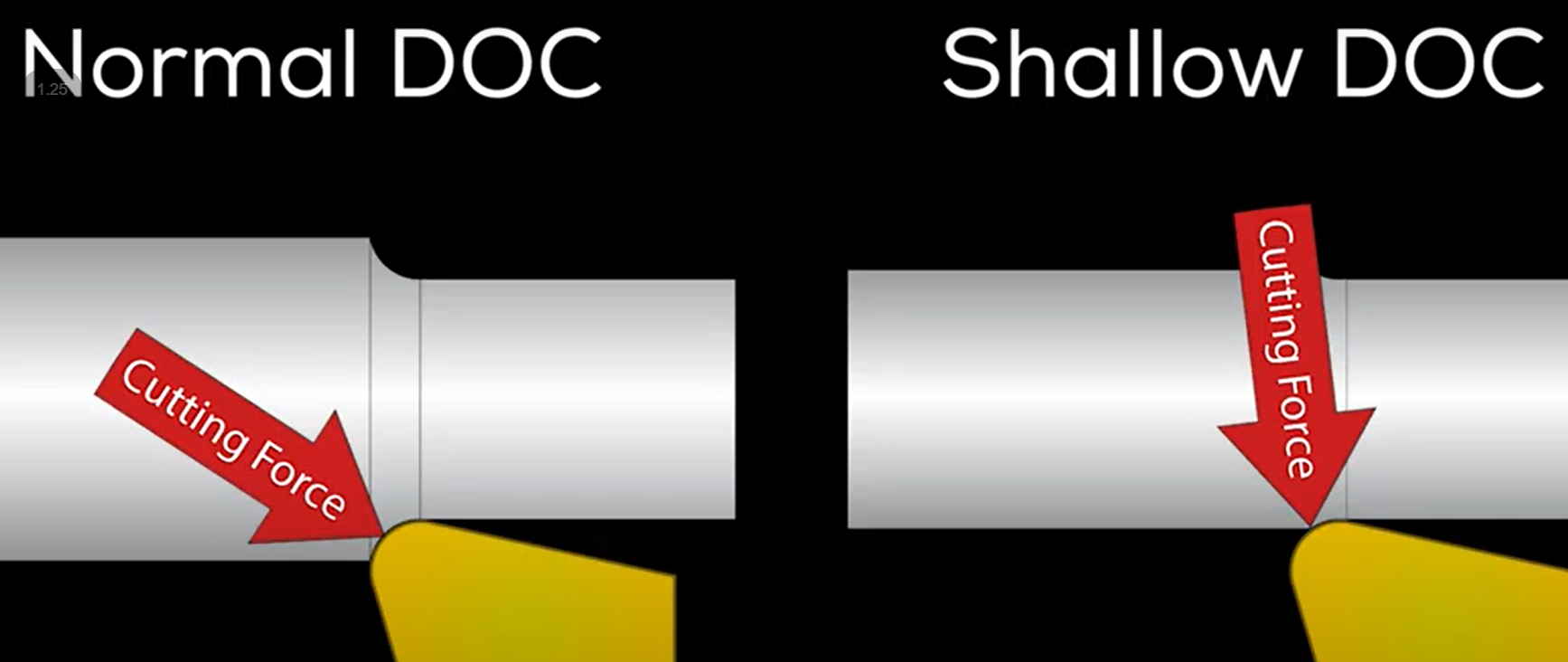
- When cutting harder materials its tempting to use a shallow DOC but this introduces a lot of axial forces into the tool and work resulting in a taper in the finished part. The normal DOC would be the nose radius of the tool.
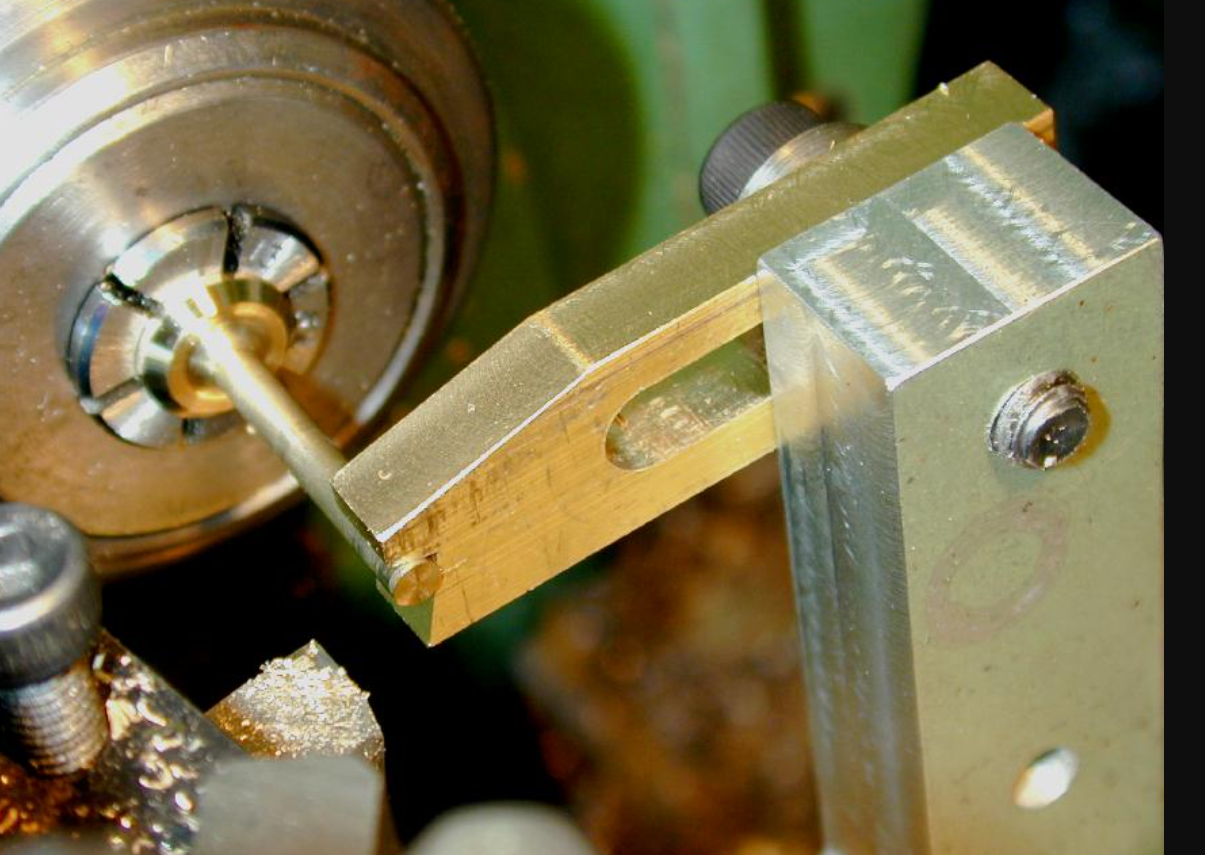
- Travelling Steady
- Box Tooling for Small diameter turning
-
Feeds and Speeds
-
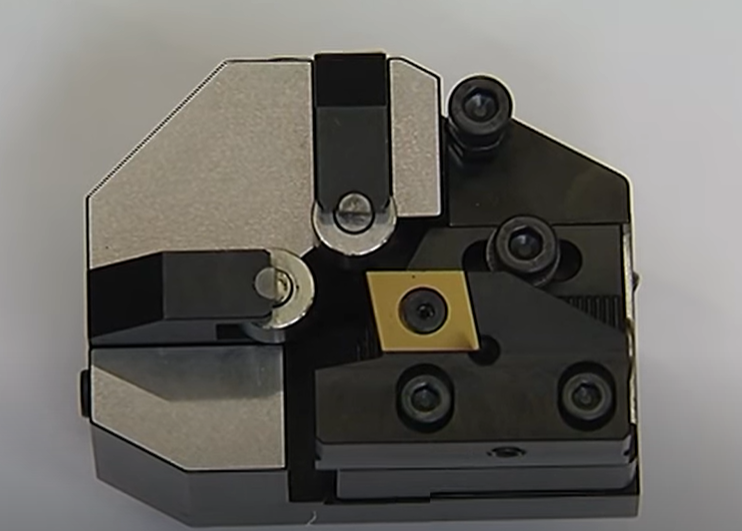
304 Stainless steel 35 deg diamond insert
-
Turning
- 350 SFM / Roughing and Finishing
- Max RPM 2500
-
Feed- Rough - 0.13mm/Rev (light) Finish - 0.07mm/rev -
DOC - Rough - 0.5 mm Finish - 0.13
-
Parting
- 300 SFM
- Max RPM 1000
- Feed - 0.0762 mm/rev
-
Turning
- Cut or surface speed is the velocity at which the material moves past the tool. Represented as both RPM and SFM (Surface Feet per Minute)
- RPM maintains the same revolutions per minute throughout the entire operation.
RPM mode is useful for:
- Center cutting operations (drilling)
- When the diameter at the beginning and end of a cut only differs slightly
- During threading to allow the perfect synchronization between spindle revolution and Zaxis motion to allow precise threads
- Surface Feet Per Minute (SFM) is a combination of the cut diameter and RPM. The faster the spindle turns, and/or the larger the part diameter, the higher the SFM.
- CNC lathes have CSS (constant surface speed) to counteract the natural decrease in surface speed, which speeds up the spindle as the tool moves closer to the turning axis.
- CSS is useful for:
- A uniform surface finish
- When the diameter at the beginning a cut will differ significantly from the diameter at the end of the cut
- Better tool life and machining time because tools will always cut at the appropriate speed
- RPM = SFM x (12/Pi) / Cut Diameter
- for an SFM of 400 and a cut diameter of 5”, RPM can be found: RPM = 400 x 3.82 / 5 = 306 RPM
- Feed rate is the velocity at which the cutter is advanced along the spinning workpiece
-
304 Stainless steel 35 deg diamond insert
-
Tormac Tooling
- Right, left, neutral, right is the most common used for making general turning and front side shoulder. Left handed for back side turning and back shoulder.
- Used wide inserts for rough turning and smaller inserts for detail works.


-
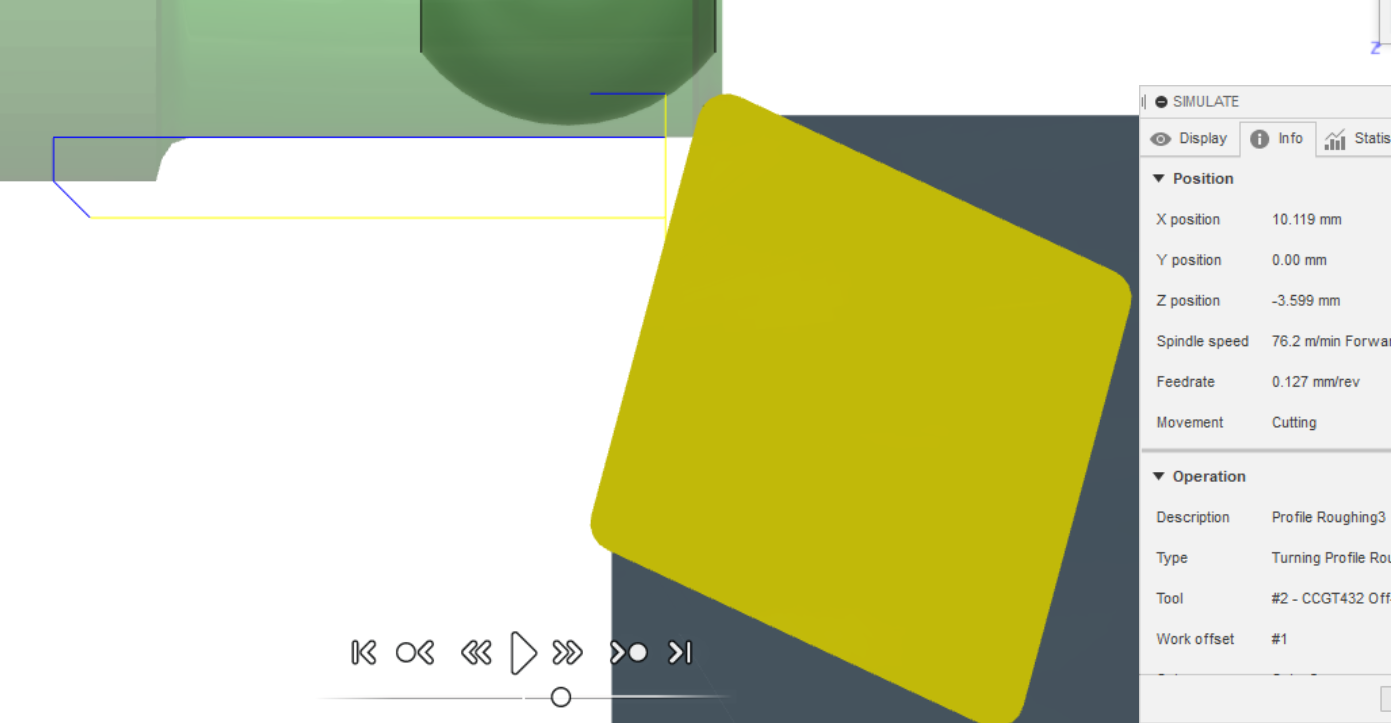
Tool Offsets in Fusion
-
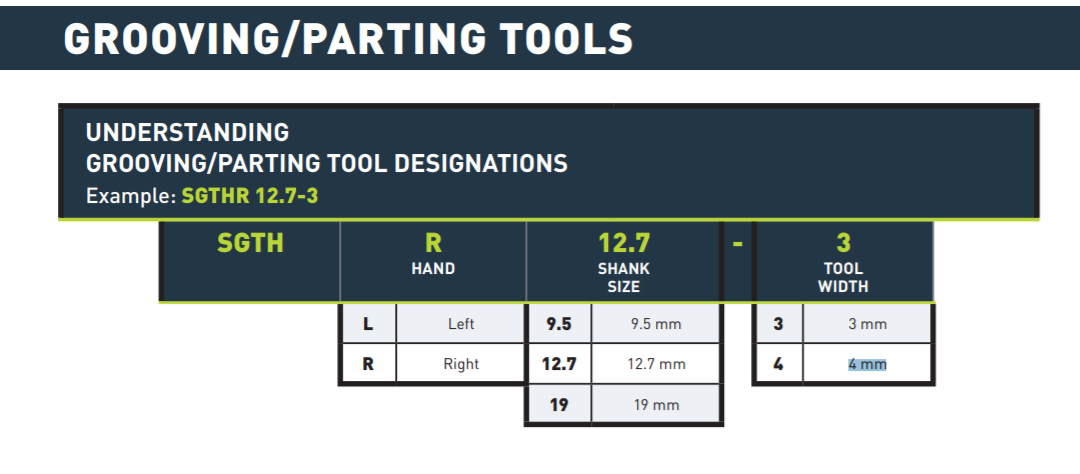
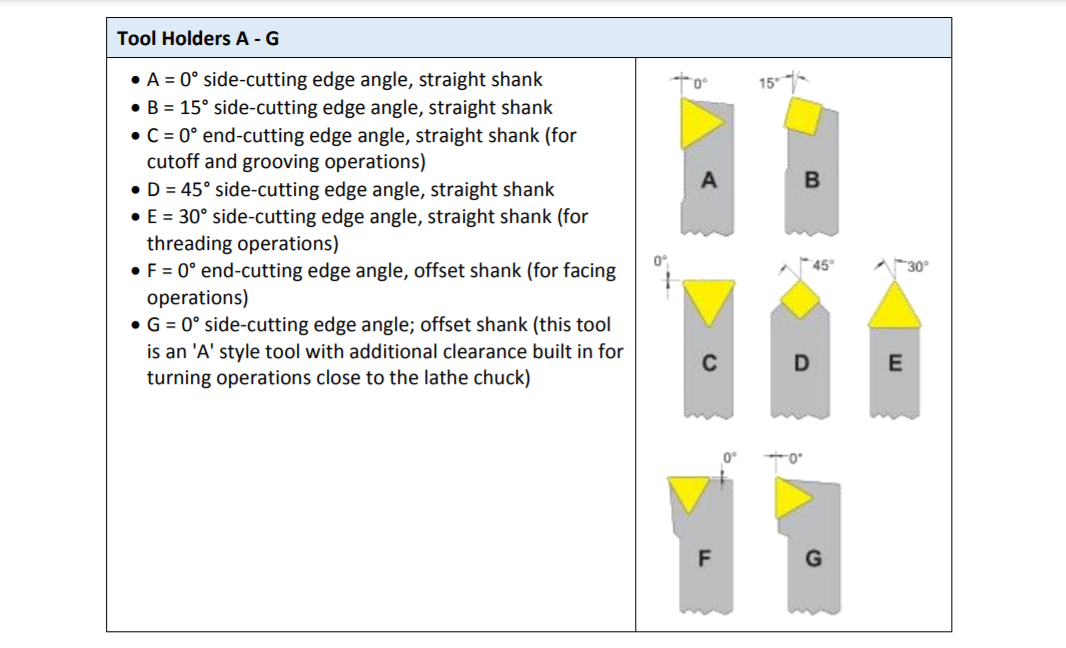
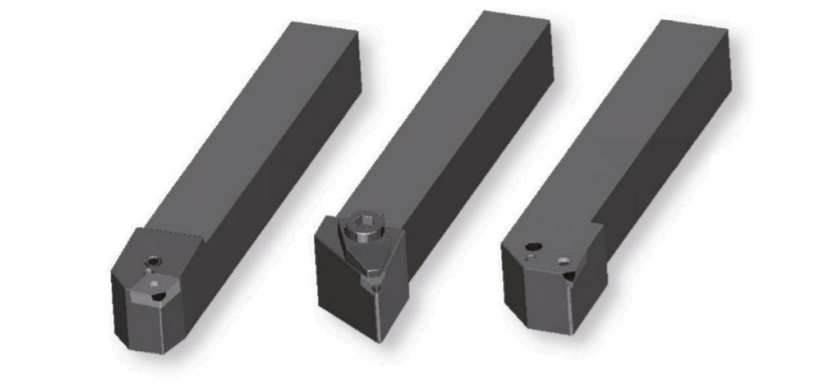
ANSI Tool Holders
- The designations for the seven primary tool styles are A, B, C, D, E, F and G.
-
Lathe tool types
-
Tags: Machines Milling Tormac 15L CNC lathe Feeds and Speeds
-
tags Metal Working Milling Turning ProtoTrak Mill DPMRX2 Tormac 15L CNC lathe
-
Tormac 15L CNC lathe lathe plan - 8mm rod with super sharp HSS bit on waterjet or grinding. 8 to 7mm 607 bearings
- tags Tormac 15L CNC lathe CNC MillingTurning Archive ProtoTrak Mill DPMRX2







Notes mentioning this note
Archive
When a Note reaches a significant size they are indexed into the Archive. This is the only place where a...
Machine Design
tags: Robotics #Mechanical Machines Fabable Machines Linkages Resources Theory Basic Machines US Navy guide to basic machines like levers, gears....
Machines
tags Machine Design Machines ZUND Digital cutting machine Roland MDX20 Small format precision milling machine. Omax Waterjet Machining center Abrasive...
Metal Cutting Guide
tags Metal Working Milling Turning ProtoTrak Mill DPMRX2 Tormac 15L CNC lathe Resources Modern metal cutting A Practical guide Sandvick...
Milling
tags ProtoTrak Mill DPMRX2 Milling Machine Endmill Feeds and Speeds Desktop Mills Deckel Maho DMU 60T Resources Student shop pratt...
ProtoTrak Mill DPMRX2
tags Milling Cutting Tool Tool Inserts Resources Trak DPMRX guide University of Wisconsin Detailed guide. DPMRX manual Prototrak Brochure Trak...
Tool Inserts
tags Tormac 15L CNC lathe CNC MillingTurning Archive ProtoTrak Mill DPMRX2 Resources Sandvick Metal cutting Knowledge base Tool geometries Lathe...
Tormac 15L CNC lathe
tags CNC Tool Inserts Turning Resources Tormac Lathe tooling guide Lathe Tooling basics Sandvick Cutting speed guide Hard turning Horsepower...